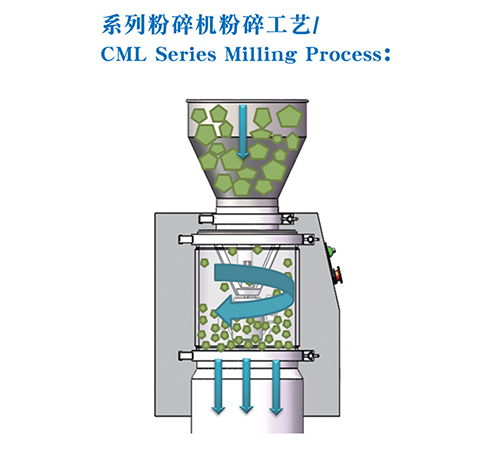
Keglefræsning
Keglemøller eller koniske sigtemøller er traditionelt blevet brugt til at reducere størrelsen af farmaceutiske ingredienser på en ensartet måde. De kan dog også bruges til blanding, sigtning og dispergering. De kommer i en række størrelser, herunder bordpladelaboratorieenheder til fuldskala maskiner med høj kapacitet, der bruges til store farmaceutiske forarbejdningsoperationer.
Mens anvendelsen af keglemøller varierer, omfatter tendensen til at bruge dem i lægemidler, at tørrede materialer fjernes under produktionen; limning af våde granulerede partikler før tørring; og limning af tørre granulerede partikler efter at de er tørret og før tablettering.
Sammenlignet med andre fræseteknologier tilbyder keglemøllen også andre specifikke fordele for farmaceutiske producenter. Disse fordele omfatter lavere støj, mere ensartet partikelstørrelse, designfleksibilitet og højere kapacitet.
Den mest innovative fræseteknologi på markedet i dag tilbyder større gennemløb og produktstørrelsesfordeling. Derudover fås de med variabel sigte (skærm) og pumpehjulsmuligheder. Når den bruges med materialer med lav densitet, kan en si øge gennemløbet med mere end 50 procent sammenlignet med møller designet med lige stænger. I nogle tilfælde har brugerne opnået enhedsproduktionskapacitet på op til 3 tons i timen.
Opnåelse af støvfri keglefræsning
Det er velkendt, at fræsning genererer støv, som kan være særligt farligt for operatører og det farmaceutiske procesmiljø, hvis støvet ikke er indesluttet. Der er flere tilgængelige metoder til støvinddæmning.
Bin-to-bin-fræsning er en fuldstændig in-line proces, der er afhængig af tyngdekraften til at tilføre ingredienser gennem keglemøllen. Teknikere placerer en beholder under møllen, og en beholder placeret direkte over møllen frigiver materialer ind i møllen. Tyngdekraften tillader materialet at passere direkte ind i bundbeholderen efter formaling. Dette holder produktet indeholdt fra start til slut, samt gør overførsel af materialet lettere efter fræsning.
En anden metode er vakuumoverførsel, som også er en in-line proces. Denne proces indeholder støv og automatiserede også processen for at hjælpe kunder med at opnå højere effektivitet og omkostningsbesparelser. Ved hjælp af et in-line vakuumoverførselssystem kan teknikere føre materialer gennem keglens slisk og få dem automatisk trukket fra møllens udløb. Processen er således helt lukket fra start til slut.
Endelig anbefales isolatorformaling at indeholde fine pulvere under formaling. Med denne metode integreres keglemøllen med en isolator gennem en vægfastgørelsesflange. Flangen og konfigurationen af keglemøllen giver mulighed for en fysisk opdeling af keglemøllehovedet efter behandlingsområdet, der er uden for isolatoren. Denne konfiguration gør det muligt at udføre enhver rengøring inde i isolatoren ved hjælp af handskerummet. Dette reducerer risikoen for støveksponering og forhindrer overførsel af støv til andre områder af proceslinjen.
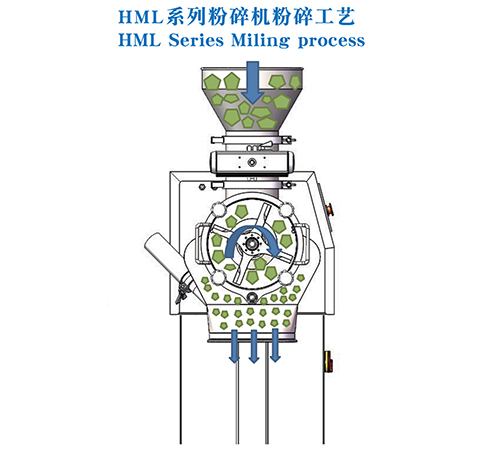
Hammer fræsning
Hammermøller, også kaldet turbomøller af nogle farmaceutiske forarbejdningsproducenter, er typisk velegnede til forskning og produktudvikling, såvel som kontinuerlig eller batchproduktion. De anvendes ofte i tilfælde, hvor lægemiddeludviklere kræver præcision partikelreduktion af vanskelige at fræse API'er og andre stoffer. Derudover kan hammermøller bruges til at genvinde ødelagte tabletter ved at male dem til pulver til reformering.
Ved inspektion kan nogle fremstillede tabletter f.eks. ikke leve op til kundens standarder af forskellige årsager: forkert hårdhed, dårligt udseende og overvægt eller undervægt. I de tilfælde kan producenten vælge at male tabletterne tilbage til deres pulverform frem for at tabe på materialerne. Genmaling af tabletterne og genindførelse af dem i produktionen reducerer i sidste ende spild og øger produktiviteten. I næsten alle situationer, hvor et parti tabletter ikke opfylder specifikationerne, kan producenter bruge en hammermølle til at løse problemet.
Hammermøller er i stand til at arbejde ved hastigheder fra 1.000 rpm til 6.000 rpm, mens de producerer op til 1.500 kg i timen. For at opnå dette er nogle møller udstyret med en automatisk roterende ventil, der gør det muligt for teknikere at fylde fræsekammeret jævnt med ingredienser uden at overfylde. Udover at forhindre overfyldning kan sådanne automatiske tilførselsanordninger styre strømmen af pulver ind i formalingskammeret for at øge processens repeterbarhed og reducere varmeudvikling.
Nogle af de mere avancerede hammermøller har en dobbeltsidet klingesamling, der øger levedygtigheden af våde eller tørre ingredienser. Den ene side af bladet fungerer som en hammer til at knuse tørre materialer, mens en knivlignende side kan skære gennem våde ingredienser. Brugere vender simpelthen rotoren ud fra de ingredienser, de fræser. Derudover kan nogle møllerotorsamlinger vendes for at justere for specifik produktadfærd, mens møllens rotation forbliver uændret.
For nogle hammermøller bestemmes partikelstørrelsen ud fra den sigtestørrelse, der er valgt til møllen. Moderne hammermøller kan reducere materialestørrelsen til så lille som 0,2 mm til 3 mm. Når forarbejdningen er afsluttet, skubber møllen partikler gennem skærmen, som regulerer produktstørrelsen. Bladet og skærmen udfører sammen for at bestemme den endelige produktstørrelse.
Indlægstid: Aug-08-2022